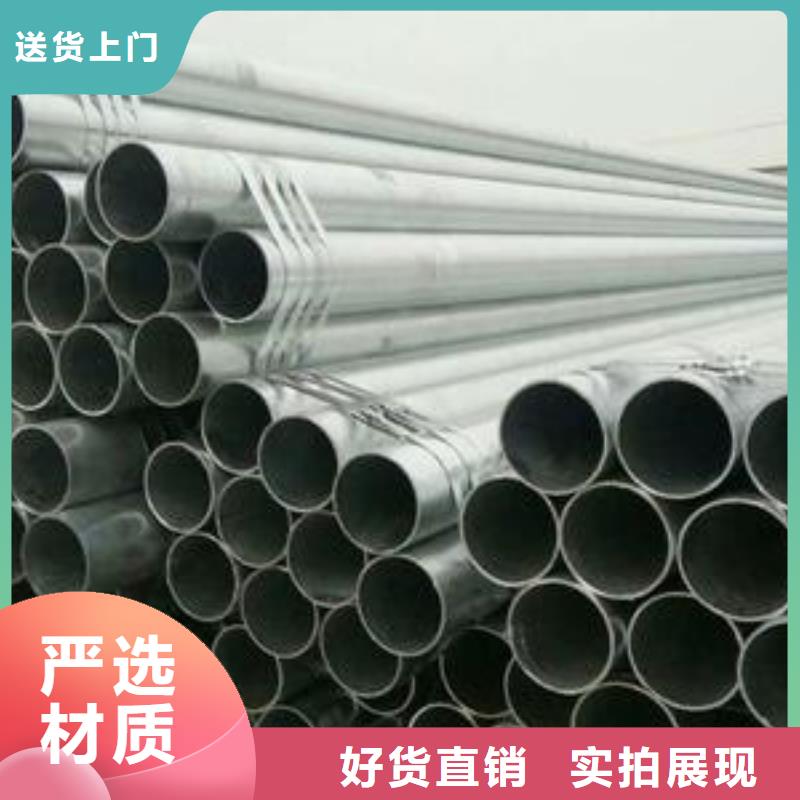




什么是卫生级不锈钢管
随着国民经济建设不断地发展,各工业行业使用卫生级(食品级)无缝不锈钢管越来越广。通过对不锈表面
钝化层耐腐蚀能力分析,并结合本公司生产小型卫生级无缝不锈钢管的工艺与设备应用,生产出高质量的钢管,
满足工业流体管的需求, ,替代进口。
关键词:表面钝化层耐腐蚀能力生产工艺与设备管内外表面光洁度
卫生级(食品级)无缝不锈钢管在制药、食品、啤酒、饮用水、生物工程、化学工程、空气净化、航空、核工
业等国民经济建设多领域多行业上广泛地应用,每年有大量的进口。这里介绍本厂生产卫生级(食品级)无缝不锈
钢管的工艺与设备、管的性能与质量。此管属于国内 进精密水平已广泛应用,并出口国外。
一、不锈钢的表面分析
俄歇电了能谱(AES)法和X射线光能谱(SPS)法都可用于不锈钢表面分析,从而确定不锈钢管内外表面
耐腐蚀能力。AES法的分析直径非常小,可以小于20nm,它的初功能是作为元素的辨认。XPS法的分析直么
大约10μm,主要用于确定临近表面元素的化学状态。
用AES和XPS探测仪对机械抛光的已暴露在大气中316不锈钢表面进行扫描的结果表明,对不锈钢金刚表面
分析总深度典型的为15nm,并且提供了有关钝化层的成分、厚度及它的耐腐蚀能力等。
根据定义,奥氏体不锈钢含有高铬和镍,有的含钼(如316L00Cr17Ni14Mo2)、钛等,一般含有10.5%
的铬以上具有较好耐腐蚀能力。



出口是否是冷拔无缝钢管行业目前 途径
进入11月中旬,国际市场无缝钢管价格还在连续下降,这给连年盈利不佳的国内无缝钢管行业带来了喘息之机。但是,面对着这种回暖,更多的机构和专业人士均表示不乐观,认为受到国际市场、无缝钢管产能过剩、结构不合理等因素的影响,这种回暖势头恐怕很难维持太久。
如果国内无缝钢管厂家的注意力和精力仍在低端产品这一块,将来国内无缝钢管厂家甚至可能会面临海外无缝钢管厂家的冲击。 在推进自主创新能力的方面,一是要进行体制机制创新,从体制机制上保证和促进创新活力;二是推进冷拔无缝钢管企业成为技术创新主体,有效整合内部技术创新资源,重视协同创新,推进共性技术研发平台建设;三是加快创新人才队伍建设,形成具有较强科技创新能力的创新团队,不断激发自主创新的活力。
要加快重点领域和关键技术的攻关,迫切需要加强以节约资源、环境友好为导向的流程工艺与冷拔无缝钢管制造自动化、网络化、智能化技术的研发;对节约资源、清洁生产、环境保护的技术和装备创新,以及高强度、长寿命、多功能的新材料的开发等重大关键技术,都要力争自主创新解决;要加强基础研究和前沿技术研究,加强跨学科、跨领域的技术融合;尽快推广成熟的共性技术,促进新品种、新技术和新工艺的产业化应用。
冷拔无缝钢管行业在发展过程中暴露的原创技术不足、生产控制技术与国外存在差距、关键高端产品仍需进口等问题仍然制约着我国向冷拔无缝钢管强国迈进的步伐。应对新常态,根本出路是持续创新发展,冷拔无缝钢管工业要以“科技支撑转型、创新驱动发展”为理念,推动科技创新活动深入开展。一是以生产商向服务商转变引领当代产品创新,与终端产品用户一起实现先期研发介入、后期推广应用和持续跟踪改进,构建“产学研用检”的创新体系,并在实施创新过程中培育用户。二是从第四次工业革命的高度加速推进“两化”深度融合。冷拔无缝钢管行业应敏锐地意识到这一变化,主动探索新工业革命的内涵,把握其内在潜力和能量,引领传统产业的创新发展。三是通过技术创新实现关键品种的赶超。冷拔无缝钢管工业应立足自主创新,积极开发高技术含量、高附加值、关键产品,为实现制造业强国提供关键冷拔无缝钢管材料支撑保障。四是把绿色发展作为技术创新的重要方向,大力推广先进节能减排技术,通过科技创新,进一步提高节能减排技术的效率和效益,不断提高节能减排效果。
由此来看冷拔无缝钢管目前做出口只是其中的一条出路并非是解决冷拔无缝钢管行业目前的良药,过剩的冷拔无缝钢管产能导致冷拔无缝钢管价格急剧下调,这也导致很多小型的冷拔无缝钢管厂家倒闭的现象。

打底焊接时,焊枪角度、焊丝角度与碳钢焊接根本相同。
在焊接过程中,焊枪要做圆弧形摆动,其目的是使铁水和熔渣加速别离,便于察看熔池。同时,可增加母材坡口两侧热输入量,避免呈现单边未熔合。在填充焊丝时,应将焊丝送到熔池根部,并向下轻压一下,以保证根部熔透及根部内成形。
焊丝送入、取出的频率要比实芯焊丝快。焊丝取出的间隔应使焊丝的端部在氩气维护区内,以免端部氧化。
收弧时,应将弧坑填满。如发现弧坑裂纹、缩孔等缺陷,应肃清洁净后再焊.以保证焊缝质量。盖面焊时,焊前留意喷嘴及导电嘴能否清算洁净,气体流量的大小能否适宜,清算打底层外表,控制层间温度。
因填充、盖面层用气体维护焊,焊丝伸出长度的长短对焊接过程的稳定性影响较大,焊丝伸出长度越长,焊丝电阻值增大,焊丝过热而成段凝结,结果焊接过程不 稳定,金属飞溅严重,焊缝成形不良,对熔池的维护不好;焊丝伸出长渡过短,则焊接电流增大,喷嘴与工件的间隔缩短,焊接视野不清,焊道成形不良,同时还会 使喷嘴过热,形成飞溅物粘住或梗塞喷嘴,从而影响气体流量。
在MAG焊过程中,焊丝伸出长度为8~9mm,焊枪摆动幅度、频率、速度及边缘停留时间配适宜当,动作谐和分歧,随时调整焊枪角度,使焊缝外表边缘熔合划一,成形美观,以保证填充及盖面层质量。
焊接时,焊枪角度要跟管子轴线垂直,由于管子是圆的,所以焊枪角度要随时变化,这样才干保证焊缝质量,防止焊缝产生气孔、夹渣等现象。
焊时采用小月牙形摆动,两侧稍作停留稳弧,中间速度稍快,这样能够防止焊出的焊缝凸起、不平整;上、下接头都要越过中心线5~10mm,后半圈填充、盖面仰焊接头时,可把前半圈引弧焊接位置磨一个缓坡,使后半圈接头时不致于产生缺陷;
填充时,要留意坡口边缘不要被电弧擦伤,以备盖面层焊接。
盖面时,应在坡口边缘稍作停顿,以保证熔池与坡口更好地熔合,焊接过程中焊枪的摆动幅度和频率要相顺应,以保证盖面层焊缝外表尺寸和边缘熔合划一。


高精密冷拔无缝钢管出现断裂的见解
高精密冷拔无缝钢管是通过高精度的冷拔机加工而成的,生产成型的产品不管是冷拔无缝钢管质量还是性能都是过硬的,而且已经得到了广泛的使用并发挥出应有的经济效益。
但是在实际生产中,由于某些因素的影响导致高精密冷拔无缝钢管会发生断裂现象,从而造成一定的损失。为此我们要尽快找到原因,并加以弥补。
经过分析发现,高精密冷拔无缝钢管的质量受影响,是由于一部分冷拔无缝钢管生产企业不注重产品质量,并一味的降低生产成本。比如减少冷拔道次或退火次数,从而引发产品的断裂,这也是危害性巨大的一种失效形式,要尽量避免。
因此,要对高精密冷拔无缝钢管的生产工艺做出严格规定,并加强对实际过程的检查和监督,从而有效避免和冷拔无缝钢管断裂的现象,保证其运用的稳定性,降低生产效率从容能改善冷拔无缝钢管的质量。



鑫森通达无缝钢管(许昌市分公司)自主研发的 方管产品拥有多项项专利,产品质量稳定、配套材料齐全,已在多个领域广泛应用,在市场上享有较高的美誉度。


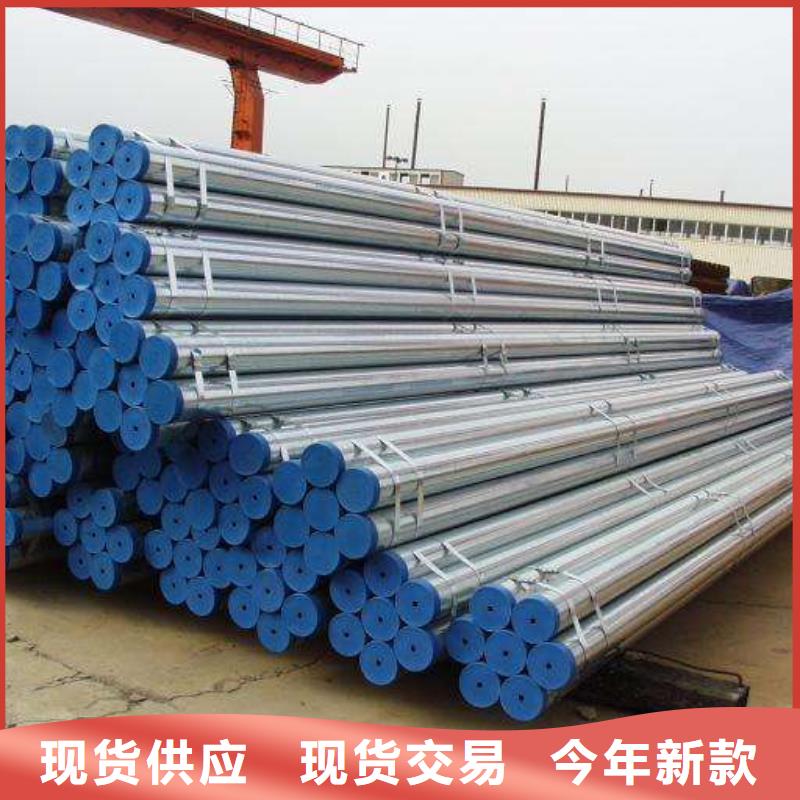
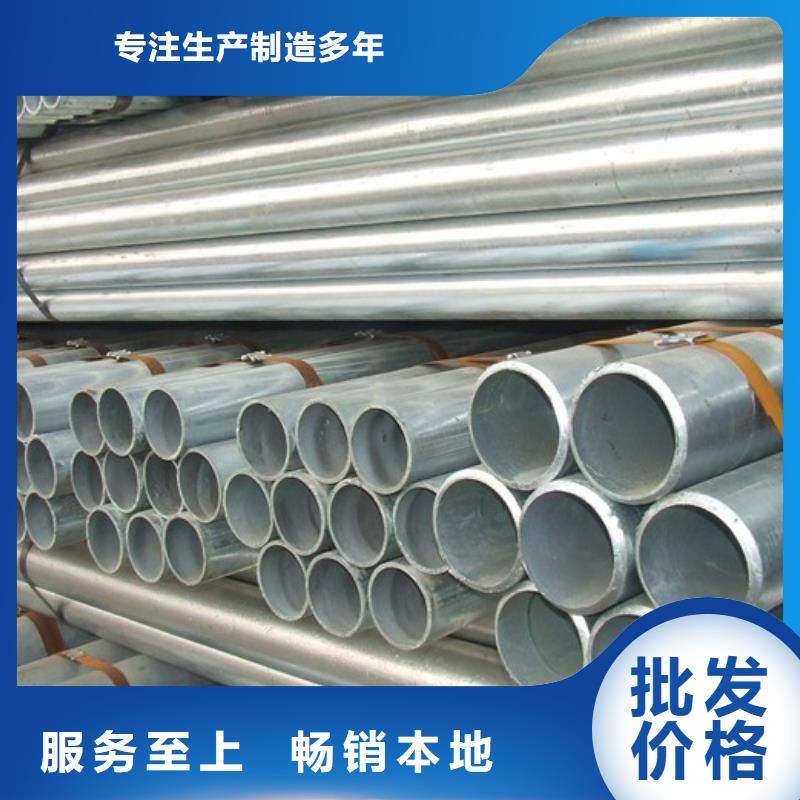
无缝钢管是怎么做的?
无缝钢管是采用优质的圆钢进行穿孔,在穿孔的过程中,实心的圆钢就变成了内部空心,也就是所说的无缝,基本工序为:圆
钢入厂-检验-穿孔-退火-酸洗、磷化、皂化-打头-冷拔-加工-检验等工序操作,
穿孔的原理,简单来说,就是利用高温,把圆钢进行软化,在利用顶头把中间实心的部分顶掉,就变成了空心,空心的圆管也
叫做毛坯管,毛坯管经过冷拔或者冷轧的工艺操作,变成无缝钢管,后续还有车加工,检验等操作,
打头的目的:为了冷拔时,机器可以夹住头部,所以要给头部进行打头。
冷拔:一种工序的操作,无缝钢管经过冷拔后的操作,便可成一定的规格,具体可寻找视频观看


